

Process
Start
Sourcing Raw Material

Raw Material Segregation
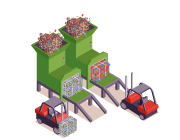
Melting Process in Induction Furnace

Quality Check
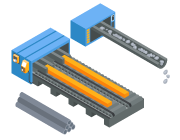
Continuous Casting Machine (CCM) & Billet Manufacturing

Rolling Mill Roughing
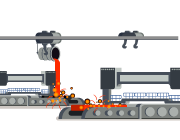
Quenching & Self Tampering
Quality Check
Automatic Cooling Bed
Automatic Bending / Bundling
Strapping & Tagging

Stocking

Dispatch

End
Manufacturing Process of SUNTECH TMT Bars
Steel billets (typically Mild
Steel
and
Recycled-Scrap) are reheated to ~1200°C in a furnace, then rolled through sequential
stands (roughing → intermediate → finishing mills) to achieve the desired ribbed profile
and diameter (8–25mm). The hot bars undergo thermo-mechanical treatment (TMT) via
high-pressure water quenching, instantly hardening the outer layer into martensite while
the core remains austenitic. Residual heat self-tempers the surface, followed by
atmospheric cooling on a cooling bed to transform the core into ductile
ferrite-pearlite. Finally, bars are cut to 40ft. lengths, tested for strength/bend
compliance, and bundled for dispatch. This process yields high-strength,
corrosion-resistant SUNTECH TMT bars (e.g., Fe-500/550D grades) ideal for reinforced
concrete structures.
Key Stages:
Billets → Heating → Rolling → Quenching → Self-Tempering →
Cooling →
Cutting → Testing → Bundling